Bahru Stainless has implemented high-standard environmental practices and is actively involved in sustainability initiatives, including ISO 14001, ISO 14064, CDP Carbon, and water management. The company stays updated and complies with the Carbon Border Adjustment Mechanism (CBAM) requirements to support European export mechanisms. In the near future, Bahru Stainless plans to pursue ISO 50001 Energy Management certification.
Locally, Bahru Stainless is an active member of the Malaysian Iron and Steel Industry Federation (MISIF) and serves on the MISIF Green Technology, Safety, and Health & Environment Committee. This role allows Bahru Stainless to discuss and support environmental, health, and safety (EHS) and sustainability issues relevant to the iron and steel industry.
WASTE MANAGEMENT
Sustainable roll processes are possible through intelligent scrap avoidance. BS processes start with a Coil Build Up Line (CB1) with the purpose to reduce head and tail scrap and optimize the productivity of the stainless steel production lines. CB1 is used to apply leader strips in beginning and the end of a coil in order to maximise the mill-able length and maximise the metal yield to achieve optimum utilization of the rolling mill
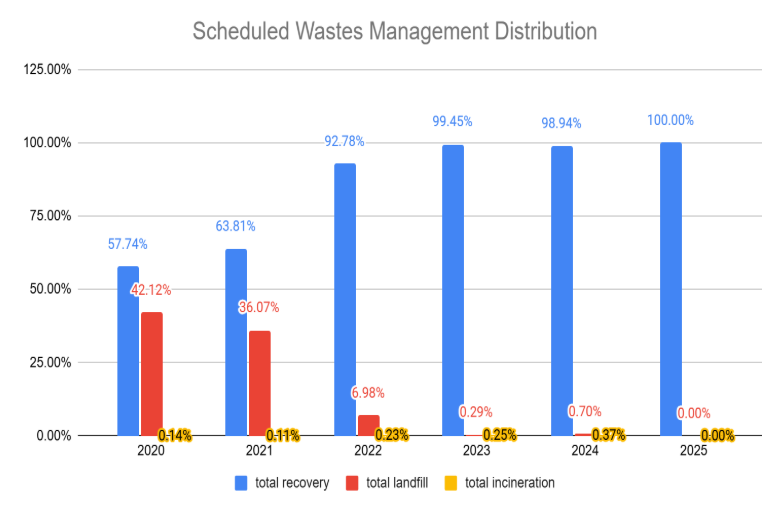
Waste management in BS prioritizes waste recovery and reuse before considering the last option of disposal method. Enclosed the scheduled waste distribution from 2020-2025 January, BS had successfully demonstrated the sustainability effort in the schedule waste management, diverting approximately 40% of landfill waste to the recovery since year 2022 and maintaining above 98% since 2023 until now.
BAHRU had granted by DOE the special management written permission approval to allow the SW204 Acid Neutralisation Sludges generated from the industrial effluent treatment system to be reused in the unfired brick manufacturing as sand replacement. This waste recycling project not only eliminates the landfill, it also reduces the land pollution by supporting the circular economy. The sludge recovery ratio trend had increased from 34.5% to above 85% from the year 2022 and achieved 100% in 2024.

AIR POLLUTION CONTROL
BS is equipped with a high-performance air pollution control system, including low NOx furnaces, DeNOx scrubbing systems in the pickling section to break down NOx into nitrogen and oxygen before emission, and bag filter systems to reduce particulate matter release. Certified personnel are in place maintained and operate these systems to ensure compliance with local legislation.


WATER POLLUTION CONTROL
BS operates an Acid Neutralization Plant, a physical-chemical industrial effluent treatment system, to treat effluents from the pickling process, ensuring compliance with permitted discharge limits. Certified personnel maintain and operate the Industrial Effluent Treatment System (IETS) in accordance with local regulations.


CLEANER PRODUCTION
Cleaner production aligns with sustainable manufacturing by continuously seeking ways to eliminate waste and maintain cost efficiency throughout the product life cycle. BS has installed a highly efficient Acid Regeneration Plant (ARP) and a Neolyte Recovery Plant in order to reduce chemical waste.
The ARP efficiently recycles mixed pickling acids in stainless steel applications, recovering at least 97% of hydrofluoric acid and 60% of nitric acid. This reduces chemical waste in effluents, lowers IETS operation costs, and decreases chemical consumption by regenerating acids for the pickling process. Metallic oxides recovered from the ARP process are reused as secondary raw materials in stainless steel production.
The Neolyte Recovery Plant recovers electrolytes from waste pickles for reuse in electrolyte pickling with Sodium Sulfate (Na2SO4), reducing costs and eliminating the disposal of used electrolyte solutions

